



MACHINING 切削加工について
寸法精度とは
精度について
ブロック形状をイメージ
幅
高さ(厚さ)
段差
位置(穴、凸形状の場所)
穴ピッチ(穴と穴との距離)

これは、工作機械としては、マシニングセンタを使って加工します。
例えば、弊社の所有する高精度マシニングセンタ(碌々産業、CEGA)では、 工具をXYZ座標に動かす際の「位置決め精度」は、1μm以内を保証しています。
ならばどんな形でも1μm以内の精度で加工ができるのでしょうか?
答えはNoです。
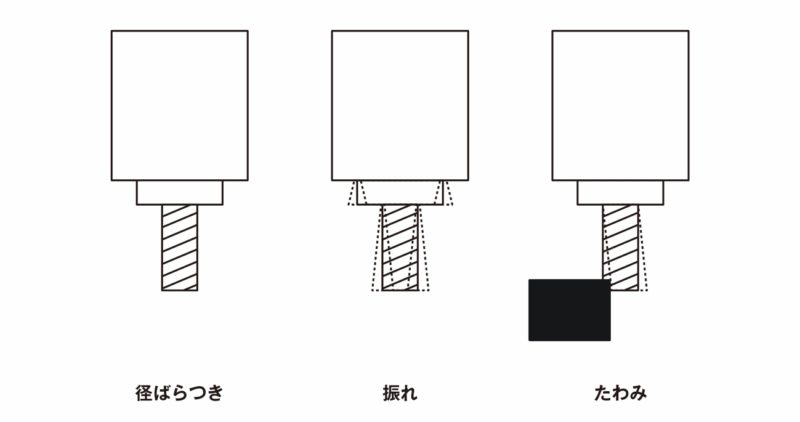
ブロック形状のもの実際には、機械は1μmで動いても、使う刃物(エンドミル)の径は精度の良いものでも数μmのばらつきがあるし、長いエンドミルを使えば使うほど、回転させた時の振れが大きくなります。これは数10μmになることもあります。
また、たとえエンドミルが高精度だとしても、ワークを削るときには大きな力がかかり、 工具(エンドミル)自体がたわみます。それによっても精度が変ってきます。
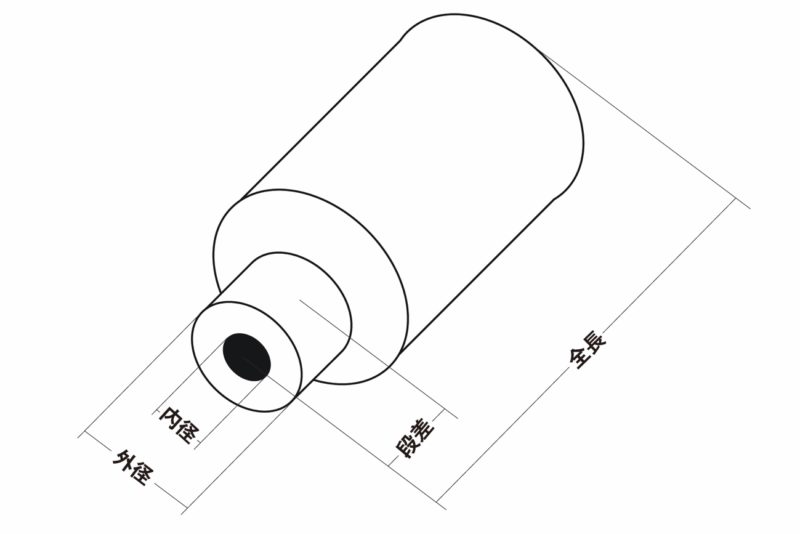
円筒状をイメージ
全長
段差
直径(外径)
穴径(内径)
円筒状の製品は、通常、旋盤を用いて加工します。
旋盤は材料が回って、固定された複数の工具を押し付けて削っていきます。
旋盤の切削には、外径切削・内径切削(ボーリング)・端面切削・溝きり・突っ切り等、
様々な加工方法があります。
外径切削・内径切削は名前の通り、製品の外径と内径を削ります。端面もそのまま、棒状の製品の端面を削ります。溝きりは外径・内径それぞれありますが、溝形状を作ります。突っ切りは、長い棒材から、製品を削り出し、最後に切り落とすところで使います。
内径工具は外径工具に比べて、細い軸の先端に刃物がついたものを穴の中に
突っ込んで加工する分、工具の剛性が弱く、精度が出しにくくなります。
これは、穴が深くて小径ならば一層難しくなります。
-
切削加工について
-
精度について
-
加工素材選び
-
コストと納期