



MACHINING 切削加工について
部品形状によるコストの違い
コストと納期
部品の形状が複雑になればなるほど価格が高くなることは容易に想像がつきます。
しかし、実際に想像していたより高い(安い)という経験はよくあると思います。
ちょっとしたことで価格が高くなってしまうポイントをいくつか挙げます。
隅R
製品のコーナーになるところが角になっていることは、いろいろな面でコスト上昇につながります。 例えば、フライス加工では、工具を回転させて加工するため、部品を上から見たときの隅には、使う工具半径分の隅Rが残ります。 これを完全に取ろうとすると、放電加工を入れたり、ワイヤーカットで抜いたり、別の手段が必要になります。
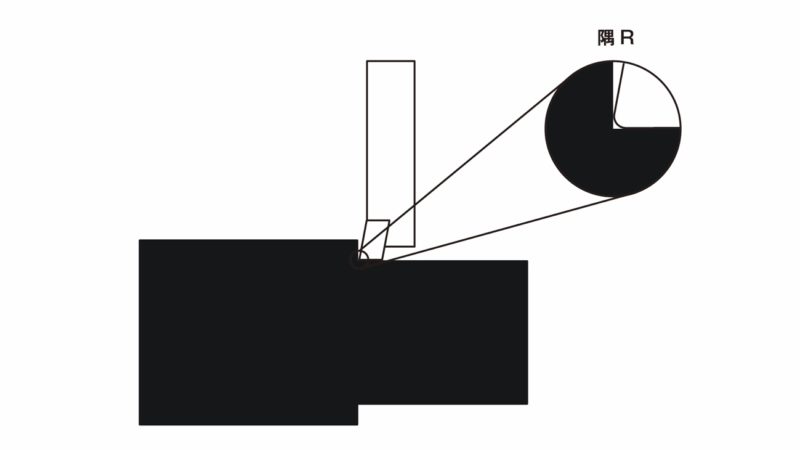
一般的に、そこと組み合わせる形状に面取りを入れることで部品干渉を回避します。
どうしても、角のとがったものを入れる必要がある場合は、「ニゲ」を作ります。 図面を描くときに、隅を見つけたら、「○○R以下」と入れておきましょう。これが大きい方が大きい工具で加工ができるので、加工効率が上がり、コストは下がります。
また、旋削加工の場合は、隅のRは加工するチップのRになります。
通常使用するチップは、0.05R、0.2R、0.4R、0.8R、、、といった飛び飛びの値になっています。 精密な小径部品を削るには、0.05R、0.2Rを使うことが多いです。
よって、隅Rは0.3R以下とか、0.1R以下とか書いてあると、それにあわせたチップを使います。 Rが小さくなると、面粗度を上げるためには送りを小さくする必要があるので、不必要に小さなRは避けましょう。 これもフライス加工と同じで、ニゲを作る事も有効です。
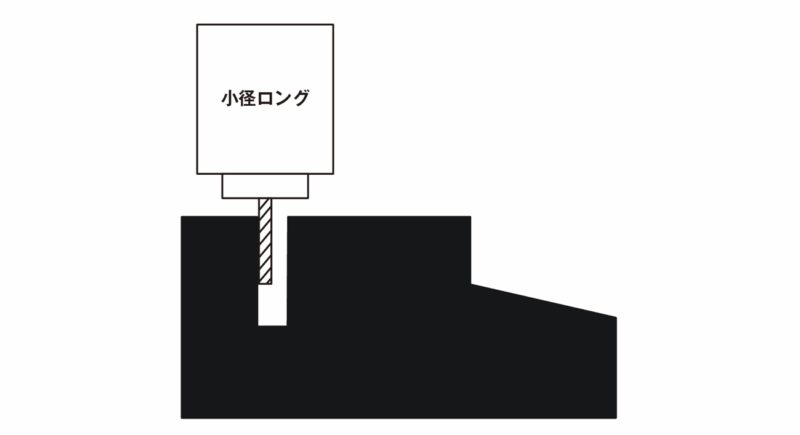
狭くて深い
どうしても細くて長い工具を入れることになるので、加工速度を上げられずに時間がかかります。
特に、全体的な仕上がりが重要になってくる部品で、1箇所でも狭くて深い部分があると、それにあわせた工具で全体を削る必要が出てくるので、厄介です。
極端に狭いと、工具が入らずに放電加工が必要になってくるところもあります。
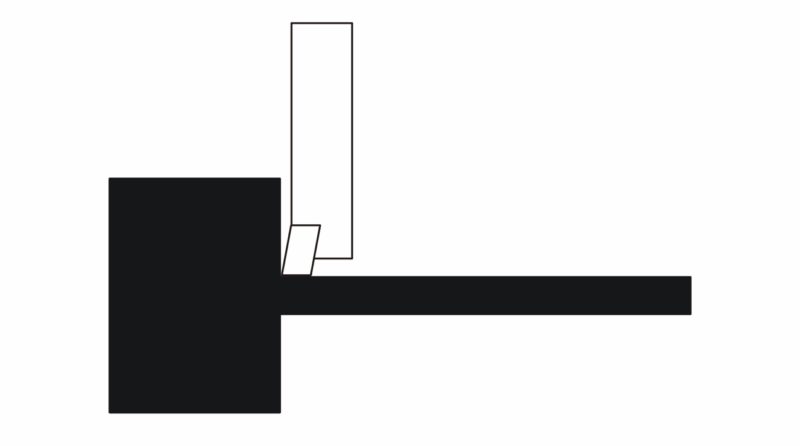
細くて長い
旋削加工を行っても、材料側が曲がってしまい、加工が困難です。
細くて長いものの加工が得意なスイス型の自動旋盤という設備はありますが、やはり、極端に細くて長いものは手がかかってしまいます。
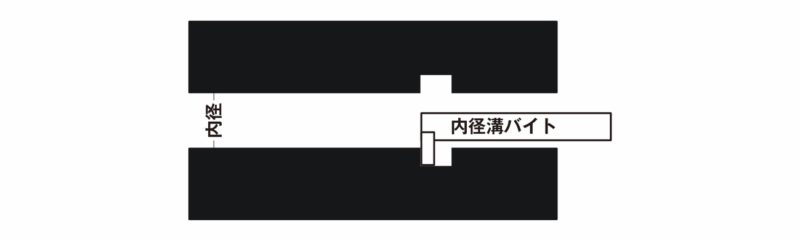
内径溝(高精度)
穴の内側に精度の必要な溝がある場合。
まず、正確に測定するために製品をカットする必要が出てくる事があります。 また、内径溝のバイトはたわんで精度が出にくいので、そこを安定して量産するのは困難です。逆に、思ったより安い形状もあります。
複雑形状
例えば、凸凹がいっぱいあって、図面の寸法記入がかなり複雑なものもあります。
しかし、特に精度が厳しくなければ3次元CAD/CAMを使ってしまうと、あっという間に加工データができ、加工も自動で行えるので、思ったよりコストがかかりません。
ただし、精度がそれなりにラフ(公差が0.1mm以上ある、等)なものに限ります。 また、加工屋さんによっては、CAD/CAMを使っていないところもあり、そこに頼むと逆にびっくりするほど高い見積が出てくる事もあります。
自由曲面
これも複雑形状と同じで、CAD/CAMを使っていれば、難なく加工が可能です。
公差が厳しいものよりも、よほど楽な加工になることがあります。
-
切削加工について
-
精度について
-
加工素材選び
-
コストと納期