



MACHINING 切削加工について
精度の出しにくい形状[旋盤編]
精度について
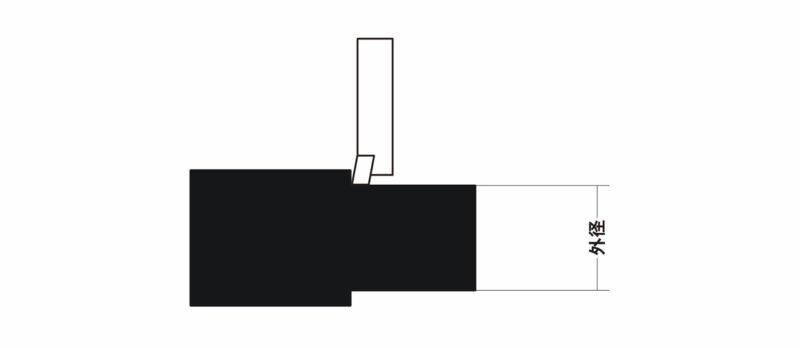
直径(外径)
これは、外径切削のみで加工ができるため、数ミクロンの精度も狙えます。 ただし、細くて長いものは、材料がたわんでしまうため、技術を要します。
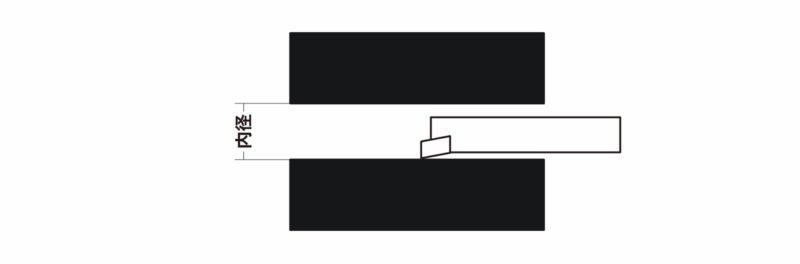
直径(内径)
内径は外径よりは工具の剛性的に出しにくいです。内ボーリングバイトを入れられないほど小さな穴(Φ2以下とか)は、ドリルの精度で出すしかないので、さらに困難になってきます。 また、小さな穴は、正確に測定する手段が限られるので、0.01の精度を正確に狙うのは 相当に困難です。
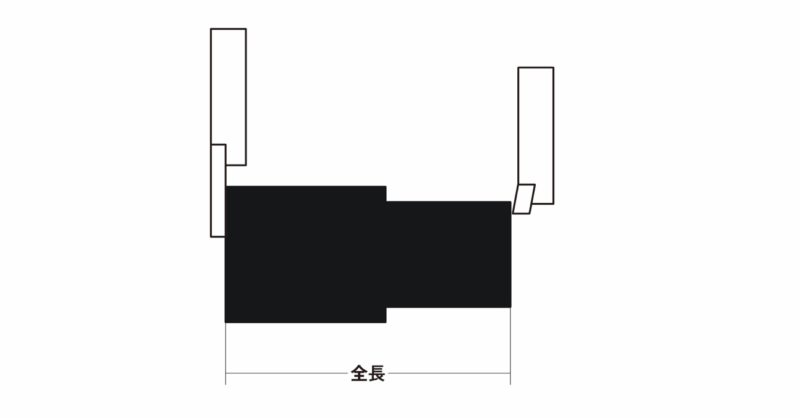
全長
旋削加工でもっとも出しにくいのは、長さ方向の精度です。 例えば、製品の全長は、前側を端面切削で行い、後ろ側を突っ切りで行います。 このように長さ方向は2種類の工具を用いる事が多いので、 工具間のズレを無くすように段取りをする事が必要になってきます。 長さ方向の公差で0.02以下がついているものは、かなり難しくなってきます。
まとめ
他にも、使う工具の種類によって精度の出しやすい順番に並べると、
外径切削>端面切削>溝きり(外径)>内径切削>溝きり(内径)>突っ切りとなります。
由紀精密では、これらの旋削加工で狙うのが難しい精度を安定して出すために様々な工夫をしています。そこには職人技も含まれますが、極力職人技は一定の手法に落とし込み、加工パターンとしてCAMシステムに記録していく事で、誰でも使える技術として残しています。
-
切削加工について
-
精度について
-
加工素材選び
-
コストと納期